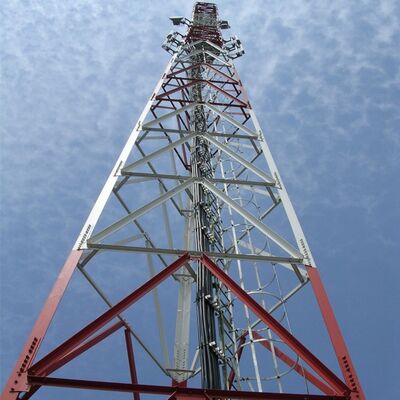
Bezprzewiedowa wieża kątowa galwanizowana ogniowo z 3 nogami do łączności internetowej 5G i Wi-Fi

3-nożna kątowa wieża stalowa należy do dziedziny techniki produkcji sprzętu telekomunikacyjnego, w szczególności dotyczy trójkątnej bezprzewodowej wieży komunikacyjnej, obejmuje korpus wieży, piorunochron, korpus wieży jest utworzony przez nakładające się elementy trójkątnego korpusu wieży, stopy wieży korpusu wieży są zamocowane do gruntu, piorunochron wystaje z góry korpusu wieży, korpus wieży jest nakładającym się elementem o równej lub jednorazowo zmiennej pochyłości, przekrój korpusu wieży to stal kątowa, równoboczna trójkątna struktura obudowy poprzecznej, korpus wieży jest wyposażony w wiele platform roboczych sekwencyjnie od góry do dołu. Model użytkowy ujawnia trójkątną bezprzewodową wieżę komunikacyjną, która ma zalety bezpieczeństwa i niezawodności oraz prostej konstrukcji.
Opis produktu
| Projekt |
| 1. Kod projektowy |
ANSI/TIA-222-G/H/F, EN 1991-1-4 i EN 1993-3-1 |
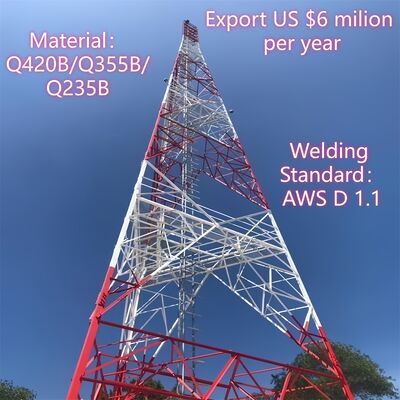
| Stal konstrukcyjna |
| 2. Klasa |
Stal miękka |
Stal o wysokiej wytrzymałości |
| GB/T 700:Q235B, Q235C,Q235D |
GB/T1591:Q355B, Q355C,Q355D |
| ASTM A36 |
ASTM A572 Gr50 |
| EN10025: S235JR, S235J0,S235J2 |
EN10025: S355JR, S355J0,S355J2 |
| 3. Projektowa prędkość wiatru |
Do 250 km/h |
| 4. Dopuszczalne ugięcie |
0,5 ~1,0 stopnia przy prędkości roboczej |
| 5. Wytrzymałość na rozciąganie (Mpa) |
360~510 |
470~630 |
| 6. Granica plastyczności (t≤16mm) (Mpa) |
235 |
355 |
| 7. Wydłużenie (%) |
20 |
24 |
| 8. Udarność KV (J) |
27(20°C)---Q235B(S235JR) |
27(20°C)---Q345B(S355JR) |
| 27(0°C)---Q235C(S235J0) |
27(0°C)---Q345C(S355J0) |
| 27(-20°C)---Q235D(S235J2) |
27(-20°C)---Q345D(S355J2) |
| Śruby i nakrętki |
| 9. Klasa |
Klasa 4.8, 6.8, 8.8 |
| 10. Normy dotyczące właściwości mechanicznych |
| 10.1 Śruby |
ISO 898-1 |
| 10.2 Nakrętki |
ISO 898-2 |
| 10.3 Podkładki |
ISO 6507-1 |
| 11. Normy dotyczące wymiarów |
| 11.1 Śruby |
DIN7990, DIN931, DIN933 |
| 11.2 Nakrętki |
ISO4032, ISO4034 |
| 11.3 Podkładki |
DIN7989, DIN127B, ISO7091 |
| Spawanie |
| 12. Metoda |
Spawanie łukowe z osłoną CO2 i spawanie łukiem pod topnikiem (SAW) |
| 13. Norma |
AWS D1.1 |
| Galwanizacja |
| 14. Norma galwanizacji profili stalowych |
ISO 1461 lub ASTM A123 |
| 15. Norma galwanizacji śrub i nakrętek |
ISO 1461 lub ASTM A153 |
Co to jest korpus 3-nożnej kątowej wieży stalowej?
Korpus 3-nożnej kątowej wieży stalowej to główna konstrukcja nośna wieży, charakteryzująca się trójkątną (piramidalną) konfiguracją. Składa się z trzech pionowych stalowych nóg (lub słupów) połączonych na górze, z dodatkowymi kątowymi elementami łączącymi nogi na całej wysokości. Zazwyczaj wykonany z ocynkowanych profili stalowych, korpus jest zaprojektowany tak, aby efektywnie wytrzymywać zarówno obciążenia pionowe (np. ciężar anten, sprzętu i samej wieży), jak i obciążenia poziome (np. wiatr, śnieg lub siły sejsmiczne). Jego kątowa konstrukcja i trójkątny szkielet zapewniają wyjątkową stabilność, nawet w trudnych warunkach środowiskowych, podczas gdy stal ocynkowana zapewnia odporność na korozję i długotrwałą trwałość. Korpus służy jako główna konstrukcja wsporcza do montażu sprzętu komunikacyjnego, przesyłu energii lub nadzoru.
Co to jest stopa 3-nożnej kątowej wieży stalowej?
„Stopa” 3-nożnej kątowej wieży stalowej odnosi się do podstawy każdej pionowej nogi, która styka się z fundamentem wieży. Jest to kluczowy element odpowiedzialny za przenoszenie całego ciężaru wieży i jej obciążeń (sprzęt, wiatr itp.) na leżący poniżej fundament, zapewniając bezpieczne zakotwiczenie konstrukcji do gruntu. Stopy są zazwyczaj projektowane z płytami łączącymi, śrubami lub punktami kotwiącymi, które mocno mocują się do betonowego lub zbrojonego fundamentu. Wykonane z ocynkowanej stali o wysokiej wytrzymałości (zgodnie z korpusem wieży), stopy są zaprojektowane tak, aby wytrzymywać siły ścinające, rozciągające i ściskające, zapobiegając przesuwaniu się lub przewróceniu wieży. Ich konstrukcja jest dostosowana do warunków geologicznych miejsca, zapewniając kompatybilność z fundamentem dla maksymalnej stabilności.
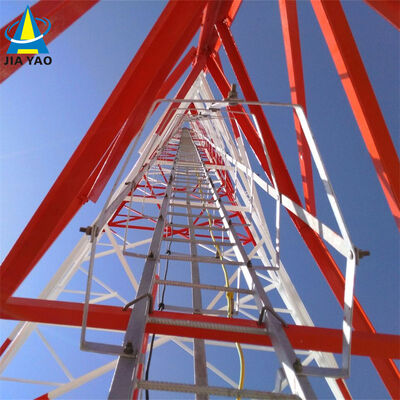
Co to jest drabina i korytko kablowe 3-nożnej kątowej wieży stalowej?
- Drabina: Element zapewniający bezpieczny dostęp, zamontowany wzdłuż korpusu wieży, zapewniający bezpieczną ścieżkę dla pracowników do wspinania się na szczyt (lub pośrednie platformy) w celu instalacji, konserwacji lub inspekcji. Drabiny są zazwyczaj wykonane ze stali ocynkowanej dla odporności na korozję i wytrzymałości, z szczeblami rozmieszczonymi w standardowych odstępach dla wygodnego wspinania. Mogą zawierać funkcje bezpieczeństwa, takie jak poręcze, systemy zabezpieczające przed upadkiem lub obudowy klatkowe, aby chronić pracowników przed upadkiem.
- Korytko kablowe: Kanał lub korytko konstrukcyjne zamontowane na korpusie wieży, zaprojektowane do organizowania, wspierania i ochrony kabli (np. kabli komunikacyjnych, kabli zasilających lub przewodów sygnałowych) biegnących między podstawą wieży a sprzętem na górze. Korytka kablowe utrzymują kable w porządku, zapobiegają plątaniu się lub uszkodzeniom spowodowanym przez czynniki środowiskowe (wiatr, deszcz, promieniowanie UV) i ułatwiają łatwy dostęp do konserwacji. Podobnie jak inne elementy wieży, są one często wykonane ze stali ocynkowanej, aby zapewnić trwałość i kompatybilność z konstrukcją wieży odporną na korozję. Razem drabina i korytko kablowe zwiększają funkcjonalność wieży, umożliwiając bezpieczny dostęp i efektywne zarządzanie kablami.
Jak zainstalować 3-nożną kątową wieżę stalową?
Instalacja 3-nożnej kątowej wieży stalowej odbywa się w sposób systematyczny i skoncentrowany na bezpieczeństwie:
- Przegląd terenu i przygotowanie fundamentu: Najpierw przeprowadź szczegółowy przegląd terenu, aby określić optymalną lokalizację, ocenić warunki geologiczne i zidentyfikować potencjalne ograniczenia środowiskowe lub strukturalne (np. prędkości wiatru, aktywność sejsmiczną). Następnie zbuduj solidny fundament (zazwyczaj betonowy lub zbrojony beton) dostosowany do ciężaru i wymagań obciążeniowych wieży. Fundament musi być wypoziomowany i bezpiecznie zakotwiczony do gruntu, aby wspierać stopy wieży.
- Montaż elementów wieży: Transportuj prefabrykowane elementy (nogi stalowe, elementy łączące, drabina, korytko kablowe) na miejsce. Zmontuj trójkątny korpus wieży na miejscu: wyrównaj trzy nogi, przymocuj kątowe elementy łączące, tworząc strukturę piramidy, i zainstaluj pomocnicze elementy, takie jak drabina i korytko kablowe podczas montażu.
- Montaż wieży: Użyj dźwigów lub specjalistycznego sprzętu podnoszącego, aby podnieść zmontowaną wieżę (lub jej sekcje, w przypadku wyższych wież) do pozycji pionowej. Ostrożnie wyrównaj stopy wieży z punktami kotwiącymi fundamentu i zabezpiecz je za pomocą śrub lub kotew, aby zablokować wieżę na miejscu.
- Instalacja sprzętu: Zamontuj zamierzony sprzęt (np. anteny, anteny mikrofalowe, linie przesyłowe) na platformie szczytowej wieży lub wyznaczonych punktach montażowych. Poprowadź kable przez zainstalowane korytko kablowe, łącząc sprzęt z podstawą.
- Kontrola jakości i sprawdzanie bezpieczeństwa: Przeprowadź ścisłe inspekcje jakości, aby zweryfikować integralność strukturalną wieży (np. dokręcenie śrub, wyrównanie elementów, odporność na korozję). Wprowadź protokoły bezpieczeństwa podczas instalacji (np. ochrona przed upadkiem dla pracowników, testowanie obciążenia sprzętu), aby zapewnić zgodność ze standardami branżowymi. Końcowe kontrole potwierdzają, że wieża jest stabilna, sprzęt jest prawidłowo zainstalowany, a wszystkie systemy działają zgodnie z przeznaczeniem.
Testowanie galwanizowanej kątowej wieży stalowej.
Galwanizacja jest kluczowym procesem dla kątowych wież stalowych (takich jak 3-nożne kątowe wieże stalowe), ponieważ zapewnia odporność na korozję i przedłuża żywotność konstrukcji w trudnych warunkach zewnętrznych (np. narażenie na wiatr, deszcz, wilgoć i zanieczyszczenia przemysłowe). Aby zapewnić, że powłoka galwaniczna spełnia standardy jakości i działa zgodnie z przeznaczeniem, przeprowadza się serię rygorystycznych procedur testowych. Poniżej znajduje się szczegółowy przegląd testowania galwanizacji dla kątowych wież stalowych:
1. Główne cele testowania galwanizacji
Główne cele testowania to weryfikacja:
Odpowiednia grubość powłoki (aby zapewnić długoterminową ochronę przed korozją).
Jednorodność i przyczepność powłoki cynkowej (aby zapobiec łuszczeniu się lub odrywania).
Brak wad (np. pęknięć, wżerów, gołych miejsc lub nadmiernego gromadzenia się cynku).
Odporność na korozję (aby potwierdzić, że powłoka może wytrzymać degradację środowiskową).
2. Kluczowe metody testowania galwanizowanych kątowych wież stalowych
Testowanie jest zazwyczaj przeprowadzane na dwóch etapach: po galwanizacji fabrycznej (na poszczególnych elementach, takich jak nogi, elementy łączące lub szczeble drabiny) i po instalacji (kontrole punktowe na zmontowanej wieży). Najczęściej stosowane metody obejmują:
A. Pomiar grubości powłoki
Grubość powłoki cynkowej bezpośrednio wpływa na odporność na korozję - zbyt cienka warstwa ulegnie przedwczesnemu uszkodzeniu, podczas gdy nadmierna grubość może powodować kruchość lub słabe dopasowanie elementów.
Normy testowe: Zgodność z normami międzynarodowymi, takimi jak ASTM A123 (dla galwanizacji ogniowej stali konstrukcyjnej) lub ISO 1461 (dla powłok galwanizowanych ogniowo na artykułach żelaznych i stalowych).
Narzędzia testowe:
Miernik grubości powłoki magnetycznej: Najczęściej stosowana metoda nieniszcząca. Mierzy odległość między sondą magnetyczną a podłożem stalowym, obliczając grubość powłoki. Pomiary są wykonywane w wielu punktach (np. 3-5 punktów na metr kwadratowy) na każdym elemencie, koncentrując się na obszarach o dużym naprężeniu (np. połączenia nóg, otwory na śruby) i obszarach trudnych do pokrycia.
Miernik (niszczący): W celu weryfikacji niewielki fragment elementu może zostać wycięty, a grubość powłoki zmierzona bezpośrednio za pomocą miernika (używany tylko do testowania próbek, nie gotowych części).
Kryteria akceptacji: Typowa minimalna grubość wynosi od 85 do 120 µm (mikrometrów) dla elementów konstrukcyjnych stalowych, w zależności od grubości stali i zastosowania (np. wieże w obszarach przybrzeżnych lub przemysłowych mogą wymagać grubszych powłok).
B. Test przyczepności (wytrzymałość wiązania)
Silne wiązanie między powłoką cynkową a podłożem stalowym zapobiega łuszczeniu się podczas transportu, instalacji lub narażenia na naprężenia mechaniczne (np. wibracje wywołane wiatrem).
Test zginania: Próbka stali ocynkowanej (np. fragment stali kątowej) jest zginana o 180° wokół trzpienia (średnica odpowiadająca grubości stali). Po zgięciu powłoka jest sprawdzana pod kątem pęknięć, łuszczenia się lub oddzielenia od stali. Niedopuszczalne jest widoczne odklejenie.
Test młotkiem: Obciążony młotek (zazwyczaj 0,5-1 kg) jest uderzany mocno w powłokę w wielu punktach. Powłoka nie powinna się odpryskiwać, łuszczyć ani odrywać - dopuszczalne są tylko niewielkie wgniecenia (bez odsłaniania podłoża stalowego).
Test nożem: Ostry, nieząbkowany nóż jest używany do wykonania nacięcia krzyżowego (wzór siatki) w powłoce. Taśma klejąca jest nakładana na nacięcie i szybko odrywana; dopuszczalne jest minimalne usunięcie powłoki (jeśli w ogóle).
C. Inspekcja wizualna i wad powierzchniowych
Inspekcja wizualna identyfikuje oczywiste wady, które naruszają integralność powłoki.
Procedura: Każdy ocynkowany element (i zmontowana wieża) jest sprawdzany gołym okiem lub lupą (powiększenie 10x) pod kątem:
Gołe miejsca (odsłonięta stal), wżery lub dziurki.
Pęknięcia, pęcherze lub nierównomierne gromadzenie się cynku (np. "zacieki" lub "krople" spowodowane niewłaściwą galwanizacją).
Zanieczyszczenia (np. olej, brud lub warstwy tlenków pod powłoką).
Kryteria akceptacji: Nie powinna być widoczna goła stal; dopuszczalne są drobne nierówności powierzchni (np. małe grudki cynku), jeśli nie wpływają na dopasowanie elementu lub wydajność konstrukcyjną.
D. Testy odporności na korozję
Weryfikuje to zdolność powłoki do opierania się rdzy i degradacji w czasie.
Test rozpylania solnego (mgły): Powszechny test przyspieszonej korozji (zgodnie z ASTM B117 lub ISO 9227). Próbki ocynkowane są umieszczane w komorze, w której rozpylana jest ciągła mgła 5% chlorku sodu (wody morskiej) w kontrolowanej temperaturze (35°C). Próbki są okresowo sprawdzane (np. po 24, 48, 100 lub 500 godzinach) pod kątem oznak czerwonej rdzy (korozja stali) lub białej rdzy (utlenianie cynku).
Akceptacja: W przypadku wież konstrukcyjnych powłoka powinna opierać się czerwonej rdzy przez co najmniej 100-500 godzin (w zależności od środowiska zastosowania). Biała rdza (tymczasowa warstwa tlenku cynku) jest normalna i nie oznacza awarii, ale nie powinna się nadmiernie rozprzestrzeniać.
Test ekspozycji polowej: Długoterminowe testy obejmują instalację przykładowych elementów w zamierzonym środowisku wieży (np. obszary przybrzeżne, pustynne lub przemysłowe) i monitorowanie korozji przez miesiące lub lata. Weryfikuje to działanie w rzeczywistych warunkach.
E. Analiza składu chemicznego (opcjonalnie)
Aby zapewnić, że powłoka cynkowa spełnia standardy czystości, może być przeprowadzona analiza chemiczna kąpieli galwanizacyjnej lub próbek powłoki.
Metoda testowa: Spektroskopia absorpcji atomowej (AAS) lub fluorescencja rentgenowska (XRF) do pomiaru zawartości cynku (zazwyczaj ≥98% czystego cynku dla galwanizacji ogniowej) i wykrywania zanieczyszczeń (np. ołowiu, żelaza), które mogłyby obniżyć jakość powłoki.
3. Normy testowe i zgodność
Testowanie galwanizacji kątowych wież stalowych musi być zgodne ze standardami specyficznymi dla branży, aby zapewnić spójność i niezawodność:
Normy ASTM: ASTM A123 (galwanizacja ogniowa), ASTM B117 (test rozpylania solnego), ASTM A817 (stal ocynkowana do wież przesyłowych).
Normy ISO: ISO 1461 (powłoki galwanizowane), ISO 9227 (test rozpylania solnego).
Lokalne/branżowe normy: W przypadku wież telekomunikacyjnych lub przesyłowych dodatkowe wymagania mogą być określone przez organy regulacyjne (np. IEEE dla infrastruktury energetycznej, ITU dla wież telekomunikacyjnych) lub specyfikacje projektu.
4. Testowanie po instalacji
Po zmontowaniu i zainstalowaniu wieży przeprowadzane są kontrole punktowe, aby potwierdzić, że powłoka galwaniczna nie została uszkodzona podczas transportu, podnoszenia lub montażu:
Ponowny pomiar grubości powłoki w krytycznych połączeniach (np. połączenia nogi z fundamentem, mocowania drabiny).
Inspekcja pod kątem zarysowań, wgnieceń lub otarć, które mogły odsłonić podłoże stalowe (w razie potrzeby poprawić farbą bogatą w cynk, jeśli uszkodzenie jest niewielkie).
Weryfikacja, czy otwory na śruby i punkty połączeń (obszary o dużym zużyciu) zachowują odpowiednią grubość powłoki.
Podsumowanie
Testowanie galwanizacji kątowych wież stalowych to kompleksowy proces skoncentrowany na grubości, przyczepności, jakości powierzchni i odporności na korozję. Poprzez przestrzeganie ścisłych norm i przeprowadzanie testów fabrycznych i terenowych zapewnia się integralność powłoki cynkowej, umożliwiając wieży wytrzymanie trudnych warunków środowiskowych i zapewnienie długoterminowej niezawodności w telekomunikacji, przesyłaniu energii i innych zastosowaniach infrastrukturalnych.
Kliknij tutaj, aby uzyskać więcej informacji!!!!!!
Pakowanie i wysyłka
Klienci współpracujący
Certyfikaty
Kliknij tutaj, aby uzyskać więcej informacji!!!!!!
Dostosowane typy produktów i zalety
Wieża samonośna
Wieża samonośna to zazwyczaj wieża 3- lub 4-nożna, a jej materiałem jest rura stalowa lub stal kątowa. Jeśli chodzi o połączenie, wieża rurowa jest łączona za pomocą kołnierza, a wieża ze stali kątowej za pomocą nakrętek i śrub.
Cechy:
1. Mały współczynnik obciążenia wiatrem, silna odporność na wiatr.
2. Oszczędność zasobów gruntowych, wygodna lokalizacja.
Wygodny transport i instalacja.
Wieża z rur stalowych
Wieża rurowa odnosi się do samonośnej wysokiej konstrukcji stalowej z kolumną wieży wykonaną z rur stalowych i sekcją korpusu wieży w kształcie trójkąta. Jej główne cechy to to, że trzy kolumny wieży rurowej są wykonane z rur stalowych, a sekcja korpusu wieży ma kształt trójkąta, co jest wysoką konstrukcją stalową różniącą się od stali kątowej.
Wieża monopolska
Wieża monopolska, jest powszechnie stosowanym typem, o pięknym wyglądzie, zajmującym niewielką powierzchnię od 9 do 18 metrów kwadratowych, opłacalna i adoptowana przez większość budów. Korpus wieży przyjmuje bardziej rozsądny przekrój, który jest łączony za pomocą śrub o wysokiej wytrzymałości lub nakładania (połączenie wsuwane). Charakteryzuje się łatwością instalacji i może być dostosowana do różnych skomplikowanych terenów.
Wieża odciągowa
Wieża odciągowa ma nowy wygląd, a jej największą cechą jest wzmocnienie za pomocą stalowych odciągów. Wieża odciągowa jest powszechnym typem wieży komunikacyjnej, która jest ekonomiczna i praktyczna. Jest lżejsza i tańsza od innych. Jest bardzo odpowiednia dla szerokich obszarów geograficznych.
Wieża obserwacyjna
Wieża obserwacyjna to wielofunkcyjny budynek służący głównie do obserwacji otoczenia i odgrywający ważną rolę w wielu dziedzinach. Jej projekt podkreśla harmonię i jedność ze środowiskiem naturalnym, a styl architektoniczny jest zazwyczaj skoordynowany z otaczającym środowiskiem. Wieże obserwacyjne składają się zazwyczaj z korpusów wież, platform, wież i drabin, o zwartej i trwałej konstrukcji.
Wieża maskująca drzewo
Wieża maskująca drzewo to również rodzaj sztucznego drzewa, wieży typu bionicznego, na podstawie przypominającej prawdziwe, plus skrupulatny projekt, po umieszczeniu wśród prawdziwych drzew w obszarze widokowym, parku i placu, stanie się częścią natury.
Cechy:
1. Wykwintna konstrukcja i wspaniały wygląd.
2. Silna stabilność konstrukcji i długa żywotność.
3. Małe pokrycie powierzchni i duży efekt ekonomiczny.
Nasze usługi
JIAYAO CO., LTD. jest profesjonalnym producentem wież telekomunikacyjnych, zatwierdzonym przez ISO9001. Jesteśmy zaangażowani w dostarczanie klientom najbardziej zoptymalizowanych rozwiązań i najlepszych wież komunikacyjnych. Wiele produktów zostało wyeksportowanych do USA, Europy i innych 55 różnych krajów.
Specjalizujemy się w projektowaniu i produkcji wież ze stali kątowej, wież rurowych, wież monolitycznych, wież sosnowych, wież odciągowych i wież obserwacyjnych. Nasze działy obejmują projektowanie, badania i rozwój, inspekcję, laboratorium, kontrolę jakości, galwanizację i działy wież stalowych. Nasze surowce pochodzą od znanych hut stali w Chinach: HBIS Group, Baowu Steel Group, Shougang Group.
Jeśli potrzebujesz, zapraszamy Cię 24 godziny na dobę!

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!